Lưu ý: bạn nào đã học qua môn Operation Management thì không cần đọc bài này.
Ví dụ 1: (các con số mang tính giả định)
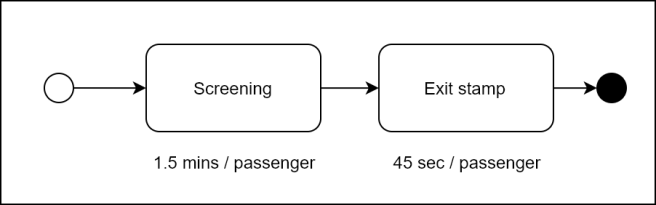
Giả sử quy trình xuất cảnh ở Hải quan Tân Sơn Nhất hiện tại như hình vẽ:
- Có 3 cổng soi chiếu, mỗi cổng mất 1.5 phút để cho 1 hành khách đi qua.
- Có 5 cổng để đóng dấu xuất cảnh. Mỗi hành khách trung bình sẽ mất 45 giây.
Vậy thì có một số câu hỏi đặt ra là:
- Trong 8 tiếng, hải quan xử lý được cho bao nhiêu hành khách?
- Đâu sẽ là nơi gây ra tình trạng tắc “nghẽn”?
Chỉ cần dựa vào cảm giác là có thể trả lời được câu hỏi trên ngay. Đó là trong 8 tiếng, hải quan sẽ xử lý được cho: 8 giờ * 60 phút * 3 cổng / 1.5 (phút/HK) = 480 * 3 / 1.5 = 960 khách / 8 tiếng. Và chỗ gây nghẽn theo cảm giác sẽ là bước đầu tiên (soi chiếu).
Tuy nhiên, xét ví dụ phức tạp hơn như sau:
Một xưởng sản xuất sổ tay đang làm sổ chia thành 4 công đoạn:
- S1- Chuẩn bị giấy (5 phút/quyển)
- S2- Đóng gáy (2 phút / quyển)
- S3- Đóng bìa (4 phút / quyển)
- S4- Ghép thành phẩm (7 phút / quyển)
Giả sử xưởng có 3 nhân viên sản xuất. Vậy thì câu hỏi đặt ra là:
- Nếu xưởng sản xuất trong 8 tiếng, thì sẽ sản xuất được bao nhiêu quyển sổ?
- Phân công như thế nào là hợp lý?
Việc giải quyết ví dụ 2 sẽ không dễ dàng như ví dụ 1 nếu thiếu một cách “mô hình hóa” bài toán phù hợp (các bạn có thể thử).
Câu hỏi đầu tiên có thể được trả lời tương tự câu trên, nên mình sẽ tập trung trước hết vào câu hỏi thứ 2: “Phân công như thế nào là hợp lý?”. Để cụ thể hóa, chúng ta hãy khảo sát 2 cách phân công sau:
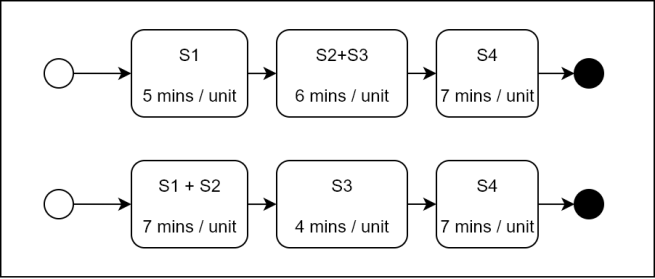
Như bạn có thể thấy, cách phân công đầu tiên nhập 2 bước S2 + S3 lại thành chung 1 bước. Và phân công 3 nhân viên vào 3 bước tương ứng. Lúc này, thời gian xử lý cho từng bước lần lượt là 5, 6, 7 phút / quyển sổ.
Còn trong cách thứ 2 thì hai bước S1+S2 đã được nhập lại. Lúc này, thời gian xử lý lần lượt sẽ là 7,4,7 phút cho 2 khâu.
Chúng ta làm quen với vài khái niệm:
- Capacity: đây là thuật ngữ dùng để chỉ số đơn vị sản xuất được làm trong 1 đơn vị thời gian ở từng công đoạn (station). Công thức để tính capacity là (số nhân viên cho công đoạn đó / thời gian xử lý 1 đơn vị sản xuất trong công đoạn đó). Trong trường hợp của chúng ta, ta sẽ có:
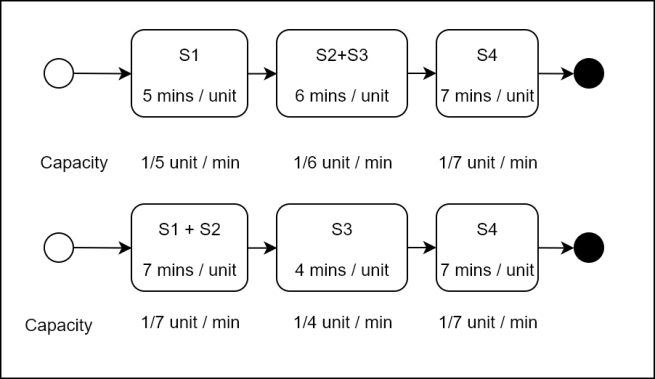
- Bottleneck (nơi nghẽn, nơi thắt cổ chai): là thuật ngữ để ám chỉ công đoạn có capacity thấp nhất. Trong cách phân công đầu, bottleneck là nằm ở bước cuối cùng. Trong cách phân công thứ 2, bottleneck nằm ở ở bước đầu và bước cuối.
- Process Capacity: là thuật ngữ ám chỉ năng suất của cả process trong một giai đoạn nào đó. Khi đặt câu hỏi đại loại như “sản xuất được bao nhiêu cái áo một ngày”, “phục vụ được bao nhiêu hành khách một giờ”, tức là ta đang đặt câu hỏi về Process Capacity. Cách tính process capacity: lấy capacity của công đoạn bị Bottleneck. Trong ví dụ này, cả 2 phương pháp phân công 1 và 2 đều có Process capacity là 1/7. Tức là trong 1 phút sản xuất được 1/7 quyển sổ.
Tới đây thì có vẻ như cả 2 phương pháp 1 và 2 có vẻ như nhau. Tuy nhiên, chúng ta khảo sát tiếp một tham số đó là Queue (hàng đợi) thì sẽ thấy sự khác biệt.
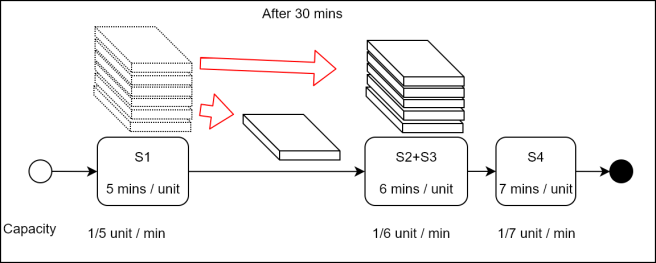
- Queue (Hàng đợi) là thuật ngữ chỉ số lượng đơn vị chờ được xử lý tại một khâu nào đó trong một đơn vị thời gian. Hàng đợi càng dài khi chúng ta đặt một công đoạn có capacity cao đứng trước một công đoạn có capacity thấp. Ví dụ như ở phương pháp 1, công đoạn S1 có capacity là 1/5, trong khi công đoạn S2+3 có capacity là 1/6. Tức là sau 30 phút, S1 sẽ làm được 6 quyển. Trong khi S2+3 chỉ xử lý được 5 quyển. Một quyển sổ sẽ bị đưa vào hàng đợi. Dẫn đến hàng đợi chờ trước S2+3 sẽ càng ngày càng tích lũy sau mỗi 30 phút (giống hình minh họa bên dưới)
Trong khi đó, nếu dựa vào cách tiếp cận tương tự, bạn sẽ thấy là ở phương pháp 2 sẽ không gặp vấn đề về hàng đợi. Lý do tại sao bạn thử nghĩ nhé.
Đến đây có thể thấy, với cùng một lượng tài nguyên (số lượng nhân viên), chỉ cần thay đổi cách phân công công việc sẽ dẫn đến những tác động khác nhau. Như trong ví dụ trên, rõ ràng là vẫn sẽ cho ra cùng một số lượng sản phẩm trong 8 tiếng. nhưng cách 2 sẽ không tạo ra các sản phẩm chờ, trong khi cách 1 thì lại có. Tuy nhiên, khoan vội kết luận là cách 2 tốt hơn cách 2, bởi vì còn một tham số khác bạn còn phải tính tới, đó là “utilization” tức là mức sử dụng tài nguyên của bạn đã hết công suất chưa. Rõ ràng, với cách 2, bạn sẽ thấy được là người nhân viên ở khâu S3 sẽ rảnh hơn so với nhân viên các khâu khác. Lý do tại sao bạn cũng có thể suy nghĩ thêm.
Tới đây, bạn có thể thử dùng lại các khái niệm Capacity, Process Capacity, Bottleneck để trả lời lại cho ví dụ đầu tiên thử.
Một vài suy nghĩ thêm trước khi kết thúc bài viết:
- Bài viết này là một ví dụ minh họa cho việc vận dụng “khung lý thuyết để giải quyết bài viết thực tế” Học đi đôi với Hành
- Hy vọng bài viết cơ bản này sẽ giúp các bạn chưa quen với góc nhìn về “quy trình” có thêm một cách để nhìn nhận và phân tích những quy trình đang diễn ra xung quanh mình. Đôi khi, chỉ cần lưu ý một chút trong quá trình ăn ở một nhà hàng, ở McDonald, ở KFC hay vào một vài tiệm in, tiệm sản xuất… bạn sẽ thấy được nhiều điều thú vị.
